





方矩管的成型工藝是制造方形和矩形截面鋼管的重要過程。以下是關于方矩管成型的詳細介紹:

一、方矩管的基本概念
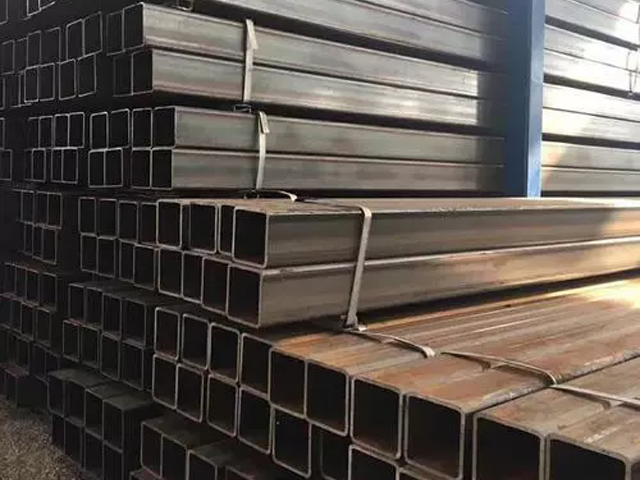
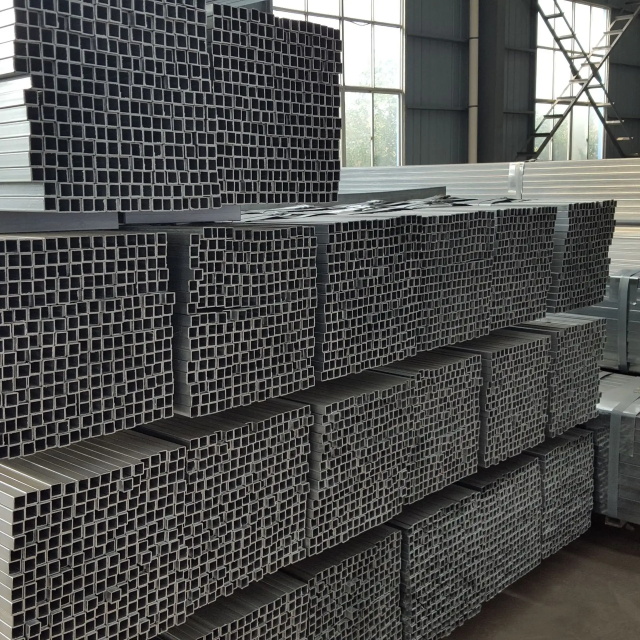
方矩管,即方形管材和矩形管材的一種稱呼,邊長相等即為方管,邊長不相等則為矩管。方矩管通常由帶鋼經過拆包、平整、卷曲、焊接形成圓管,再由圓管軋制成方形或矩形管,然后剪切成所需長度。
二、方矩管的成型工藝
方矩管的成型工藝主要分為兩種:空彎和實心彎曲(也稱為真彎)。
空彎:
原理:通過外輥和管坯外壁之間的單向接觸形成彎曲,使彎曲線壓縮,產生縱向延伸,彎曲處的金屬變厚。
優點:能夠彎曲邊長,如方矩管的上側、側面等,同時可以進行彎曲和精加工。適用于不能執行實心彎曲的情況。
缺點:由于同時受到向上和向下的壓力,成型力可能超過負載,影響管長方使用。
實心彎曲:
原理:內和外輥以及管的內壁和外壁在實際彎曲期間被雙軸壓實,產生壓縮彎曲。
優點:回彈小,成形。只要滾子形狀準確,內角處形成的R就更準確。
缺點:彎曲處金屬由于拉伸而變薄,且拉伸效果縮短了彎曲線的縱向長度。
三、方矩管成型過程中的注意事項
焊接工藝:方矩管的焊接是成型過程中的一個難點,容易產生裂紋。焊接時應避免冷卻速度過快,防止雨水淋濕和風口處焊接。對于中/高碳鋼或合金鋼,應根據原材料的成分與特性,采取加熱保溫措施。
原材料:方矩管的原材料成分、結晶組織、冶煉方法等都會影響其成型質量和性能。如鋼的含碳量越高或合金量越高,鋼材的硬度就越高,越容易在焊接時產生裂紋。
內應力:方矩管在成型過程中會產生內應力,尤其在溫度低的冬季更為明顯。因此,生產好的方矩管應進行熱處理加工,以消除內應力,降低斷裂的概率。
四、方矩管的應用領域
方矩管廣泛應用于機械制造、建筑業、冶金工業、農用車輛、農業大棚、汽車工業、鐵路、公路護欄、集裝箱骨架、家具、裝飾以及鋼結構等領域。其優良的性能和多樣的規格型號使其能夠滿足不同應用場景的需求。
綜上所述,方矩管的成型工藝是一個復雜而精細的過程,需要嚴格控制各個環節的質量和參數。通過合理的成型工藝和注意事項,可以生產出高質量、高性能的方矩管產品。
